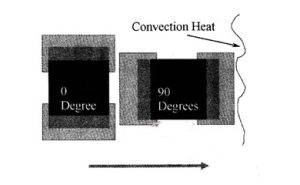
Sur la carte de test, les composants sont placés dans deux directions, 0 ° et 90 °. Déterminez si l'orientation des composants (0 ° et 90 °) affecte de manière significative le rendement de l'assemblage en analysant des échantillons appariés. La direction 0 ° indique que les deux extrémités du composant passent simultanément dans le four, tandis que la direction 90 ° indique qu'une extrémité du composant passe dans le four avant l'autre, comme le montre la figure 1.Direction des composants
L'hypothèse vérifiée est la suivante :
- L'hypothèse virtuelle est que z=0- il n'y a pas de différence statistiquement significative dans le nombre de défauts d'assemblage entre les directions 0 ° et 90 °.
- En outre, en supposant que Z ≠ 0-, il existe une différence statistique significative dans le nombre de défauts d'assemblage entre les directions 0 ° et 90 °.
Pour le processus de brasage par refusion à l'air de la pâte à braser autonettoyante, la valeur P (niveau de confiance) est de 0,5165. En raison de la valeur P élevée, nous ne pouvons pas rejeter l'hypothèse virtuelle. Par conséquent, lors de l'utilisation de pâte à braser sans lavage pour le brasage par refusion à l'air, il n'y a pas de différence significative dans la direction des composants sur le rendement de l'assemblage. En d'autres termes, en raison de la faible activité du flux de soudure sans lavage, il n'y a pas de risque accru de monument (joint de soudure ouvert) pendant le soudage par refusion à l'air.
La valeur P obtenue pour le brasage par refusion avec de la pâte à braser soluble dans l'eau et dans l'air est de 0,001959. En raison de la faible valeur P, l'hypothèse virtuelle a été rejetée. Par rapport à la pâte à braser lavable, pour les composants situés à 90°, l'augmentation de l'activité du flux dans la pâte à braser soluble à l'eau entraîne une augmentation significative des défauts de type "standing" (joint de soudure ouvert).
La valeur P obtenue par reflux de la soudure avec de la pâte à braser lavable dans l'azote est de 0,000 002. En raison de la faible valeur P, l'hypothèse virtuelle a de nouveau été rejetée. L'utilisation de l'azote (concentration d'oxygène inférieure à 50 ppm) augmente la possibilité pour les composants de produire des défauts monumentaux dans la direction de 90°. D'après l'inspection des défauts monumentaux découverts, la grande majorité des joints de soudure ouverts apparaissent à l'extrémité des composants qui reviennent plus tard, comme le montrent les figures 2 et 3.
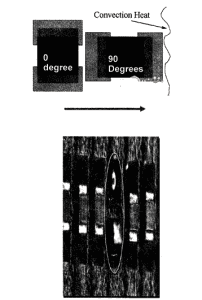
La figure 2 montre que le composant entre dans le four de refusion dans le sens des 90°. La figure 3 montre que l'extrémité de la soudure de la refusion ultérieure est en circuit ouvert dans la direction 90 ° du composant。.