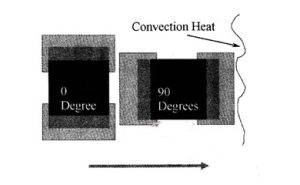
テストボード上で、部品を0°と90°の2方向に配置。部品の向き(0°と90°)が組立の歩留まりに有意な影響を及ぼすかどうかを、対にしたサンプルを分析することで判定する。0°方向は部品の両端が同時に炉を通過することを示し、90°方向は部品の一端が他端より先に炉を通過することを示す。
検証された仮説はこうだ:
- z=0-という仮想仮定では、0°方向と90°方向とで組立不良の数に統計的に有意な差はない。
- さらに、Z≠0-と仮定すると、0°方向と90°方向とでは、組立不良の数に統計的に有意な差がある。
セルフクリーニングソルダーペーストのエアリフローはんだ付けプロセスでは、P値(信頼水準)は0.5165です。P値が高いため、仮想仮説を棄却できない。したがって、大気中リフローはんだ付けに無洗浄はんだペーストを使用した場合、組立歩留まりに対する成分の方向に有意差はない。つまり、無洗浄はんだフラックスの活性が低いため、大気中でのリフローはんだ付け時にモニュメント(はんだ接合部が開いた状態)が立つリスクが高まることはありません。
大気中で水溶性ソルダーペーストを用いたリフローはんだ付けによって得られたP値は0.001959であった。P値が低いため、仮想仮説は棄却された。水溶性ソルダーペーストと比較すると、90°方向の部品では、水溶性ソルダーペーストのフラックス活性の増加により、立上り(はんだ接合部が開いている)不良が有意に増加します。
洗浄可能なソルダーペーストを窒素中で還流はんだ付けすることで得られたP値は0.000 002であった。P値が低いため、仮想仮説は再び棄却されました。窒素(酸素濃度50ppm以下)の使用により、部品が90°方向にモニュメント欠陥を発生させる機会が増加する。発見されたモニュメント欠陥の検査によると、図2と図3に示すように、オープンはんだ接合部の大部分は、後で戻ってくる部品の端に現れます。
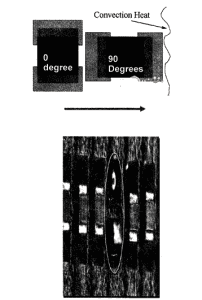
図 2 は、部品の 90°方向がリフロー炉に入ることを示しています。図3は、リフロー後のはんだ付け端が部品の90°方向に開回路していることを示しています。